
Doblez
Doblando en Punzonadora
Jul
Doblando en Punzonadora
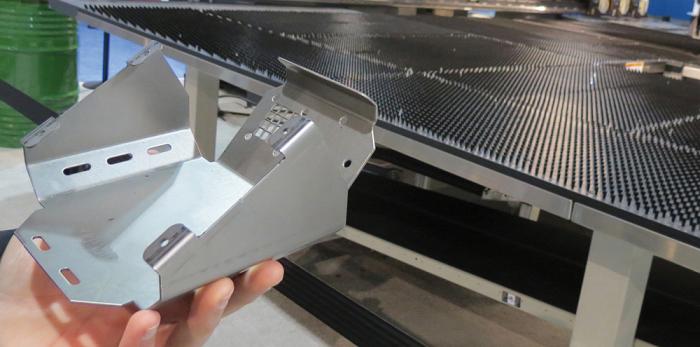
Tradicionalmente, doblar pestañas altas en una punzonadora simplemente no ha sido práctico, pero nuevas máquinas y software están cambiando la situación. Actualmente, pestañas de hasta 3 pulgadas de alto pueden ser dobladas no por una prensa dobladora, sino por herramental especial en la punzonadora.
Nuevos diseños de punzonadoras
Para formar en una punzonadora convencional de torreta, usted podría tener una separación de sólo 0.984 pulgadas, o incluso menos. Parte de ese espacio es ocupado por el dado de formado, el cual levanta el material ligeramente, y luego está el espesor del material. Algunas herramientas le permiten usar una porción significativa de esa separación, pero como regla, usted puede hacer formas confiables en un espacio que es sólo el 50 por ciento de la separación total menos el espesor del material. Eso no es mucho.
Sin embargo, los nuevos diseños de punzonadora tienen separaciones que toman en cuenta el formado. Algunos sistemas hacen lugar hasta para 3 pulgadas de espacio de formado desde el dado inferior hasta el punzón superior. Esto permite formado y doblado significativo, como pestañas de hasta 3 pulgadas de alto. Y si la pestaña se dobla a menos de 90 grados complementarios, las dimensiones de la pestaña pueden ser incluso más largas.
Estas prensas no tienen la configuración de torreta tradicional, sino que usan lo que se conoce como un diseño de cambiador de herramientas. En un diseño de torreta estándar, la chapa se mueve entre las torretas superior e inferior. Esto ofrece un cambio rápido de herramientas, pero al mismo tiempo, el diseño inherentemente limita el espacio, lo que en algunos casos causa problemas con la interferencia de partes. Simplemente es algo inherente de estas máquinas.
En la punzonadora estilo cambiador de herramientas, el carrusel inferior está debajo de la mesa de cepillos, y los dados salen y se retraen a través de la rampa de dados según se necesite entre las operaciones y durante éstas. Esto significa que los dados se mueven hacia abajo y salen, lo cual es importante para muchas operaciones de formado. Por ejemplo, formar una rendija implica un dado de embutido alto, que puede rayar el material conforme éste es movido alrededor de la mesa. La máquina cambiadora de herramientas evita esto al permitir que el dado se mueva hacia abajo y salga entre un golpe y otro.
¿Cómo funcionan?

Todo esto abre la puerta para más posibilidades de formado, y no sólo para rebordes, rendijas y otras formas cortas, sino también el tipo de pestañas altas que usted normalmente formaría en una prensa dobladora. El punzón y dado de doblado en una punzonadora son un híbrido entre un doblador de paneles y una prensa dobladora, mezclados con algunos atributos únicos. El punzón se ve un poco como una herramienta de retención miniatura en un doblador de paneles, mientras que el dado tiene una geometría en V como la que encontraría en un dado de prensa dobladora.
El cuerpo del dado se parece un poco a un Pac-Man viendo hacia arriba, y realmente gira durante el doblez. Esta rotación pliega la pieza de trabajo contra un punzón superior estacionario, y el grado de rotación del dado determina el ángulo de doblez. Los radios que puede lograr dependen del diseño del dado en V, el cual puede ser determinado al ordenar la herramienta con el fabricante. O, si necesita lograr un cierto radio, como para un doblez de radio profundo, el dado gira a ciertos ángulos para sacudir el metal conforme la pieza se mueve progresivamente hacia adelante. Es un doblado a sacudidas, estilo punzón.
Las tolerancias son sumamente altas, tanto en la precisión de posicionamiento de la máquina como en la precisión de maquinado de la herramienta, similar a las tolerancias disponibles en una prensa dobladora moderna con herramental de precisión. Los operadores de prensa también pueden introducir cambios en el espesor.
A diferencia de un operador de prensa dobladora, una punzonadora no puede voltear una parte, así que una parte con dobleces tanto positivos como negativos puede causar problemas. Además, el ángulo de doblez usualmente está limitado a 90 grados o menos; dobleces agudos mayores a 90 grados complementarios no son prácticos, en general (dependiendo del herramental que usted tenga). Y, debido a las limitaciones de tonelaje, el material sólo puede ser muy grueso. Esto varía, dependiendo de su punzonadora y herramental, pero típicamente es de hasta alrededor de 0.118 pulgadas.
Si desea recibir más información no dude en contactarnos en [email protected]