
Doblez
Métodos Básicos de Doblado de Tubos
Jul
Métodos Básicos de Doblado de Tubos
Entender los métodos básicos de doblado de tubos, incluyendo sus capacidades y limitaciones, puede ayudar al fabricante a descubrir la mejor y más económica manera de lograr un doblez de calidad.
Ningún método es mejor o peor que otro. Cada uno simplemente es diferente y más adecuado para aplicaciones específicas. Entender los métodos de doblado básicos de tubos, incluyendo sus capacidades y limitaciones, puede ayudarle a descubrir la mejor y más económica manera de lograr un doblez de calidad.
Cada doblez tiene un radio de doblez interior, un radio de doblez exterior y un radio de línea central, o CLR. El CLR es el radio del eje neutro, donde no hay compresión ni expansión de material. Y cada método de doblado implica diferentes variables para crear el producto deseado con el CLR requerido.
Doblado por Compresión
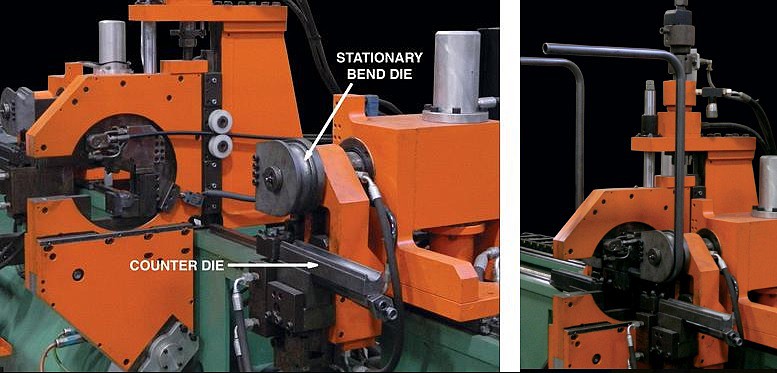

Durante el doblado por compresión, un contra dado dobla, o comprime, el material alrededor de un dado de doblez estacionario. El radio del dado de doblez debe coincidir con el radio deseado para la parte. No se inserta mandril en el tubo. Por lo tanto, el doblado por compresión puede comprometer la redondez del tubo, y no pueden doblarse radios estrechos.
El equipo de doblado por compresión ha avanzado para incluir CNC, y algunas máquinas tienen dos cabezas que pueden producir dos dobleces simultáneamente, reduciendo el tiempo de producción a la mitad. Las cabezas duales de doblado son especialmente adecuadas para producir partes simétricas (sin estar limitadas a éstas). Agarraderas, muebles y bastidores de muchas variedades son aplicaciones típicas para este tipo de doblado.
El doblado por compresión puede ser adecuado para su parte si:
- La producción a bajo costo y alta velocidad es importante.
- El CLR no necesita ser muy estrecho.
- La apariencia del doblez o la redondez no es crítica.
- La parte es simétrica.
El doblado por compresión no es adecuado para su parte si:
- La redondez y la estética del doblez son importantes.
- La parte es compleja y tiene varios radios de doblez.
- La parte requiere un CLR estrecho.
Doblado por Rodillos

El doblado por rodillos se usa típicamente para doblar radios grandes. El tubo se pasa a través de tres rodillos configurados en una pirámide, y los rodillos aplican cantidades variables de presión para formar el CLR deseado. Aunque los rodillos necesitan coincidir con el diámetro exterior de la pieza de trabajo, no necesitan conformarse al radio deseado como un dado de doblez.
Este método es ideal para dobleces de radio grande, rollos y curvas de radio grande. Para todas estas aplicaciones, sería impráctico o simplemente imposible construir un dado de doblez grande para otros métodos de doblado. El doblado con rodillos puede ser mejor si las partes requieren sólo radios grandes. De manera alternativa, si su parte requiere un CLR menor a 8 veces el diámetro exterior del tubo, el doblado con rodillos no es la opción adecuada.
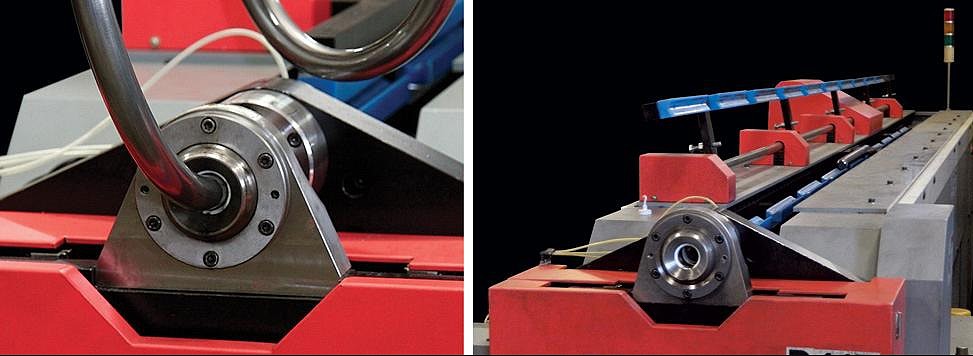
Doblado de Formas Libres
En el doblado de formas libres, el tubo es movido continuamente a través de un cilindro guía estacionario y luego por un dado individual, que se mueve en el plano vertical de acuerdo a especificaciones programadas. El dado individual debe conformarse al diámetro exterior del tubo, y la posición del dado en relación con el tubo que sale del cilindro guía determina el CLR. Para cambiar el CLR, usted simplemente cambia la posición del dado. Esto le permite crear partes complejas con varios radios sin recurrir a varios dados de doblez. Sin embargo, el doblado de formas libres no usa mandril, lo que hace imposible lograr dobleces con radio estrecho.
El doblado de formas libres no usa sujeciones. Esto no sólo elimina el potencial de que las abrazaderas marquen el diámetro exterior (un problema en las piezas de trabajo donde la estética es crítica), sino que además permite que el proceso forme tubos sin longitudes rectas entre dobleces.
Este tipo de doblado puede ser adecuado para su parte si:
- Requiere ángulos mayores a 180 grados.
- Tiene dobleces con varios radios con poca o ninguna distancia entre éstos.
- Está buscando costos mínimos de herramental. Un juego de herramental o dados puede crear cualquier radio, así que puede modificar las especificaciones de radio según sea necesario.
- El marcado interno de la parte es inaceptable. No se inserta mandril durante el doblado.
- El diseño de su parte no es final. Las alteraciones de partes son rentables debido a la inversión mínima en herramental.
- La estética de la parte es importante.
Este tipo de doblado no es adecuado para su parte si:
- Su parte requiere radios estrechos. Típicamente, el doblado de forma libre requiere un CLR de 3 veces el diámetro del tubo.
- El costo bajo es importante. Con la mayor flexibilidad y complejidad de la geometría de las partes, la configuración inicial de la máquina puede requerir mucha mano de obra. Esto puede hacer el proceso caro para algunas aplicaciones, a pesar de los costos bajos de herramental.
- Su parte requiere un espesor de pared grueso. El doblado de forma libre está limitado a tubos de pared delgada.
Doblado por Arrastre y con Mandril

El doblado por arrastre es el método más común pues es la manera más versátil y precisa de crear dobleces de alta calidad y radios estrechos de hasta 1 o 2 (1D o 2D) veces el diámetro exterior (OD) de la pieza de trabajo.
El doblado por arrastre es el único método que puede hacer doblado con mandril. Este proceso usa un mandril, una herramienta sólida de metal insertada en el tubo antes del doblado, para dar soporte interno. El mandril evita defectos del tubo como rizado, aplanado y colapso. El usar un mandril también da un control máximo en el mantenimiento de la redondez del tubo, especialmente en tubos de pared delgada, y además hace posible lograr CLR más estrechos.
El doblado por arrastre rotatorio/con mandril puede ser adecuado para su parte si:
- Requiere dobleces de radio estrecho. Si su CLR es de 1 a 2 veces el OD, ésta es su única opción.
- Requiere varios radios, incluyendo dobleces de radios estrechos y grandes.
- Requiere alta precisión y repetitividad.
- Requiere dobleces de alta calidad, con buena redondez y deformación mínima.
El doblado por arrastre/con mandril puede no ser adecuado para usted si:
- El diseño de su parte no está finalizado. Este método ocupa mucho herramental, por lo que puede ser costoso hacer cambios.
- La parte tiene varios radios y ninguno es menor a 3 veces el OD. Esta parte podría ser apta para producirse en una dobladora de formas libres sin el gasto de desarrollar y configurar varios dados de doblez en una máquina de arrastre rotatorio.
- Su parte consiste totalmente de dobleces de radios grandes. El doblado por arrastre requiere un dado de doblado para crear el radio, y los dados de doblez de radio grande pueden ser difíciles o imposibles de producir.
Si deseas recibir más información no dudes en contactarnos en info@censaindustrial.com