
Punzonado
Acero, Tratamiento y Recubrimiento en Punzón (Tips)

Jul
Acero, Tratamiento y Recubrimiento en Punzón
Puede ser complicado saber qué tipo de acero, tratamiento y recubrimiento en punzón deben ser utiliza para sus operaciones de estampado. Para simplificar esto es importante primero comprender algunos datos básicos de las alternativas que tiene.

Análisis y características de los aceros para herramental
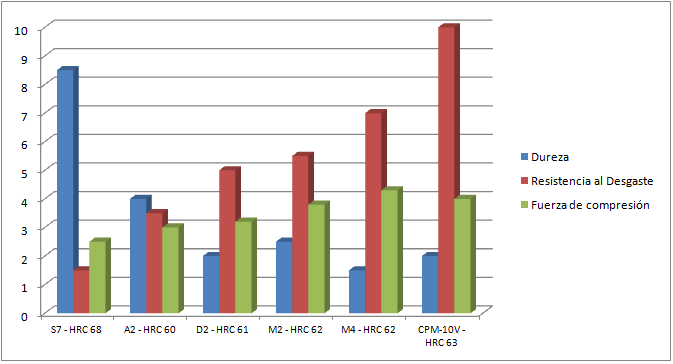
Dureza
Si la dureza fuera el único factor a considerar no dudaría en usar el S7 (ver gráfica). Desafortunadamente este no es el caso. Como puede ver en la gráfica la dureza del S7 es muy alta pero la resistencia al desgaste es la más baja por lo que la dureza no necesariamente le va a dar un punzón que dure más.
Resistencia al desgaste
El CPM-10V que es un carburo nos presenta la mayor resistencia al desgaste aunque tiene de las menores durezas. Un buen balance de dureza y resistencia al desgaste se encuentra en el M2 y M4, además de que estos metales tienen una superficie apta para recubrimientos que ayudan aún más en la resistencia al desgaste
Fuerza de compresión
La fuerza de compresión se ve afectada por el contenido de la aleación y la dureza del material que se va a punzonar.
Consideraciones en el tratamiento térmico
Para lograr los resultados óptimos en esta aplicación cada tipo de acero requiere de diferentes procesos de tratamiento térmico. Operaciones de estampado requieren mayor dureza que las operaciones de corte. Esto quiere decir que el acero debe tener un tratamiento térmico distinto si se va a usar en una operación de estampado o en una de corte.
Las claves para obtener un buen tratamiento térmico son:
1. Segregar por tamaño y tipo de acero.
2. Crear fixturas
3. Pre-calentar
La segregación por tamaños es muy importante ya que diferentes tamaños requieren ajustes de pre-calentado, penetrado y templado. Las fixturas permiten que las partes estén expuestas de manera uniforme a las temperaturas.

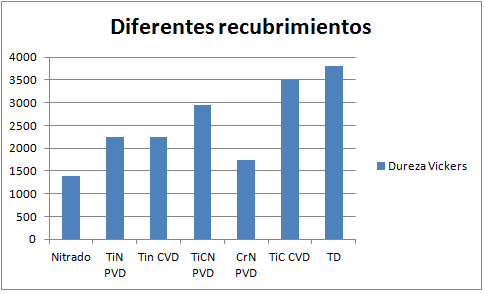
Recubrimientos
Los recubrimientos se utilizan para prolongar la vida del punzón. Estos tratamientos incrementan la dureza de la superficie y la resistencia al desgaste y al mismo tiempo reducen el coeficiente de fricción.
Existe una gran variedad de tratamientos y procesos los cuales podemos escoger.
El Nitrado es un tratamiento que endurece la superficie del material. Estos tratamientos funcionan en una gran variedad de aplicaciones.
El Nitrado de Titanio ofrece una mejor resistencia al desgaste que el Nitrado aunque no funciona tan bien en cobre y acero inoxidable.
Los procesos de PVD funcionan bien en M2, M4 y CPM-10V.
Espesor del recubrimiento
El espesor del recubrimiento se vuelve problemático en operaciones de alta precisión.
El nitrado no crea una capa espesa, pero debido a que requiere ser calentado, puede ser que aumente las dimensiones de la parte.
Los recubrimientos PVD cubren con un espesor muy delgado por lo que son buenas para partes de alta precisión.
Los recubrimientos CVD y TD son más gruesos por lo que afectarán las partes de precisión. Podría incluso ser necesario que se reduzcan las dimensiones de la parte después de ser recubiertas con este tipo de procesos.
Conclusión
Para crear la mejor herramienta para estampado se requiere analizar los aceros y encontrar uno que logre el balance apropiado en desgaste, fuerza y dureza que se requieran para su aplicación específica. Independientemente del acero que se seleccione, este debe tener un tratamiento térmico apropiado para aprovechar las cualidades que nos darán el resultado óptimo de producción.
Si desea recibir más información no dude en contactarnos en [email protected]