
Doblez
Cuando se Necesita una Brida de Retorno Profunda
Jul
Cuando se Necesita una Brida de Retorno Profunda
Las piezas fabricadas en lámina de metal van de lo simple a lo muy complejo. La mayoría de los diseños de las piezas son relativamente simples, lo que les permite ser producidos con secuencias de doblado sencillas y herramientas disponibles comúnmente.
Sin embargo, aunque el CAD puede capturar un número aparentemente ilimitado de ideas creativas, no todas pueden traducirse en lámina formada. Los diseños más desafiantes van de la mano con las mayores capacidades de la prensa dobladora, el software de la máquina, el software de diseño y las herramientas.
¿Qué hace que un diseño de pieza sea complejo para formar? La respuesta no siempre es obvia. De hecho, las partes con geometrías aparentemente complejas podrían ser simples de formar, mientras que una caja de aspecto estándar podría presentar grandes obstáculos de doblado. Una fuerte colaboración entre el diseñador de partes, el personal de producción y los operadores de máquinas hace que estos desafíos sean mucho más fáciles de superar.
La Brida de Retorno Profunda es un diseño común, engañosamente simple que puede encontrarse en varias partes a través de la industria de la fabricación. Parece sencillo, pero sin la estrategia de formación correcta, de hecho hace difícil o imposible para un operador realizar toda la secuencia de doblado.
 Definiendo las Variables
Definiendo las Variables
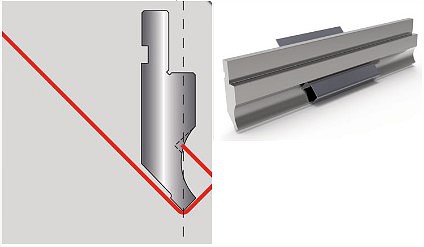
Una brida de retorno profunda se crea cuando se produce un segundo doblez cerca del primero (como se muestra en la imagen); Incluso, la longitud de la brida de retorno es mayor o igual que la pestaña creada por el segundo doblez. Esto hace que el primer doblez retroceda hacia la línea del segundo doblez. En esta situación, una simulación de doblado revelaría la primera línea de doblez que cruza la línea central del punzón. Esta brida inicial, por supuesto, chocaría con un punzón recto estándar.
¿Por qué hacer una pieza con una brida de retorno profunda?
Una brida de retorno profunda a menudo permite a los ingenieros hacer un diseño de una sola pieza en lugar de varias piezas que necesiten ser ensambladas.
Abundan las variables para la formación de bridas de retorno profunda, incluida la altura abierta disponible para las herramientas en la carrera de la prensa; Capacidad de tonelaje de la máquina; Si dobleces adicionales en la pieza interfieren o chocan con la brida de retorno profunda; Si la pieza se produce correctamente; Y, no menos importante, buenas prácticas de seguridad. Otras variables primarias incluyen el tipo de material y el grosor que se está formando, la longitud de la pieza y las herramientas disponibles.
¿Qué profundidad puede tener una brida de retorno?
Para responder a esta pregunta, evalúe cada aplicación haciéndose dos preguntas más:
1. ¿Las herramientas disponibles tienen suficiente espacio para que la pieza se forme?
Para responder esto, consulte los gráficos comúnmente disponibles en los catálogos de herramientas. En algunos casos, puede importar un archivo DXF de la propia herramienta en el software de diseño, donde puede verificar si se puede producir el doblez. Estos archivos DXF también se pueden importar en la mayoría de los controladores de prensa dobladora.
2. ¿Soportarán las herramientas la fuerza aplicada a ellas?
Para responder usted necesita calcular cuánto tonelaje requiere el trabajo, después compararlo con la información del máximo-tonelaje de su fabricante de prensa y del proveedor de la herramienta que se utiliza.
Medidas para el Formado de la Brida de Retorno Profunda
Existen algunas medidas que pueden aplicarse para poder formar una Brida de Retorno Profunda, entre ellas podemos encontrar las siguientes:
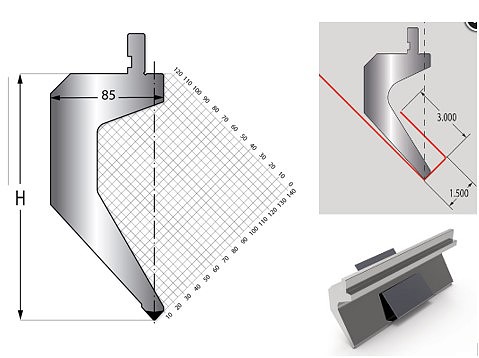
Punzón Cuello de Ganso
 Considere un marco de caja de 14 por 14 pulgadas y 1,5 pulgadas de alto, diseñado para soportar un objeto que es de 12 por 12 por 12 pulgadas. Esto podría hacerse con una superficie plana y patas soldadas de 1,5 pulgadas, o podría estar hecha de una sola pieza formada con bridas de retorno profundas incorporadas en el diseño.
Considere un marco de caja de 14 por 14 pulgadas y 1,5 pulgadas de alto, diseñado para soportar un objeto que es de 12 por 12 por 12 pulgadas. Esto podría hacerse con una superficie plana y patas soldadas de 1,5 pulgadas, o podría estar hecha de una sola pieza formada con bridas de retorno profundas incorporadas en el diseño.
Al utilizar las bridas de retorno profundas se simplifica y refuerza la pieza, reduce el tiempo de producción, elimina los requisitos de montaje y reduce los costos. Sin embargo, un operador no podría formar esto con un punzón estándar sin que la brida de retorno chocara con la herramienta durante el segundo doblez. Un punzón tipo cuello de ganso puede proporcionar la holgura necesaria para realizar el proceso.
Esta herramienta permite al operador formar el segundo doblez sin que la brida de retorno choque con la herramienta. Los proveedores de herramientas hacen muchos perfiles de cuellos de ganso estándar, y la mayoría también ofrece perfiles personalizados. El diseño permite que la brida de retorno profundo se extienda más allá de la línea central de la herramienta, proporcionando espacio suficiente para que el metal se forme correctamente.

Desahogos
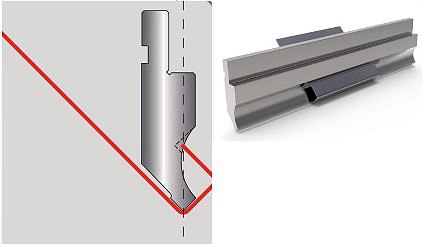
Un desahogo es una modificación de herramienta que permite que una brida de retorno profundo se mueva hacia un área donde el cuerpo del punzón sería de otra manera. Piense en un desahogo como una muesca, con material tallado en el cuerpo del punzón.
Los desahogos no deben reducir significativamente la integridad estructural de la herramienta. Los fabricantes de herramientas normalmente los diseñan usando curvas de gran radio diseñadas para minimizar el estrés local tanto como sea posible.

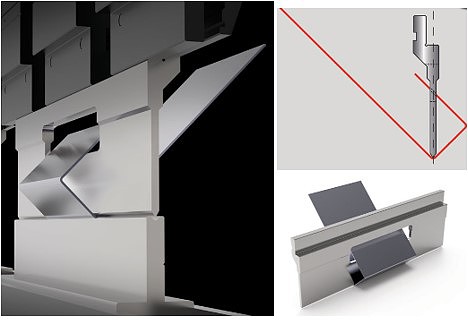
Ventana
Esta modificación de la herramienta permite que una brida de retorno profunda pase completamente a través de una ventana que ha sido cortada en el cuerpo del punzón. La ventana suele estar sobredimensionada con respecto a la brida para permitir la holgura. Los radios grandes en las esquinas de la ventana también ayudan a reducir la tensión en el punzón.
La ventana nunca debe comprometer la fuerza de la herramienta. Lo mejor es que los productores de herramientas hagan los cálculos para asegurar que la herramienta cumpla con los requisitos de la aplicación sin comprometer su integridad estructural.
El operador de la prensa debe posicionar la pieza correctamente antes de que comience el ciclo de doblado. La brida debe poder formarse libremente dentro y a través de la ventana sin entrar en contacto con ningún obstáculo. El operador también debe ser capaz de desenganchar la pieza de la ventana y retirarla de la zona de doblado. Esto nuevamente requiere una fuerte colaboración entre diseño y fabricación.
Tome en cuenta la Colaboración
Crear una estrategia de formación eficaz requiere una buena comunicación. ¿Puede el operador de la prensa realizar toda la secuencia de doblado sin que las herramientas y las bridas previamente formadas choquen? ¿El operador puede manipular la pieza de manera eficiente durante la flexión y sacarla de la herramienta después de que esté completamente formada?
Cualquier geometría de pieza que incluya una brida de retorno profunda requerirá un cuidado y atención extra tanto del diseñador de piezas como del operador de la prensa. Su colaboración asegurará que el cliente esté satisfecho con el resultado.
Esperamos esta información le sea de ayuda. Si desea recibir más información no dude en contactarnos en [email protected]