
Punzonado
Afilado de Punzones y Matrices

Jul
Afilado de Punzones y Matrices

Es importante mantener afilados los punzones y matrices, cuando no lo hacen se va una gran oportunidad de ahorro en el costo total de los mismos.
El afilado va a depender de las condiciones de operación de sus punzones, conociéndolas se puede determinar si existe la posibilidad de afilarlos varias veces antes de tener que reemplazarlos.
¿Cuándo es hora de afilar el punzón?
- Cuando aparece un radio de .25mm en el borde cortante
- Cuando cambia el ruido del punzonado
- Cuando cambia la calidad del agujero
- Cuando cambia la calidad de la pieza
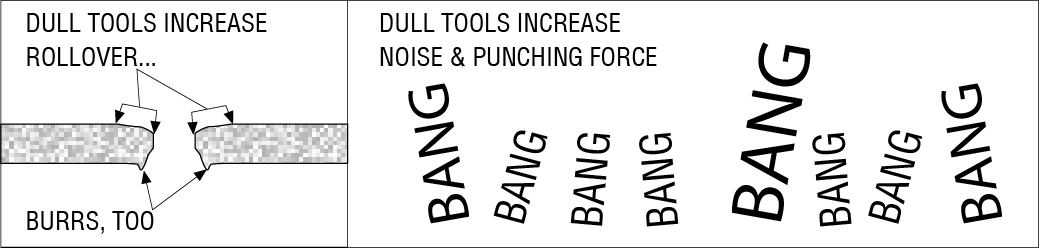
Al tener un punzón sin afilar se reduce exponencialmente su rendimiento, para evitar esto es importante afilarlos si se presentan las condiciones antes mencionadas. Por ejemplo, si afila su punzón cuando tiene el radio de .25mm durará más y hará cortes más precisos con menos fuerza de punzonado. Otro punto a favor es que obtiene una calidad más constante en sus partes terminadas.
¿Cómo afilarlos?
Utilice una rueda vitrificada con las siguientes características:
- Oxido de aluminio
- Dureza de D a J
- Grano de 46 a 60
- Lo ideal es que sea una rueda rosa aunque no es indispensable.
Durante el proceso de afilado:
- Aderese la rueda con una punta de diamante rebajando 0.005-0.020mm y con una velocidad de 508-762 mm/min en la base.
- Aplique soluble con la mayor fuerza y cercanía al punto de rectificado que sea práctico.
- Especificaciones
a. Rebaje por paso: 0.03-0.08mm por
b. Rebaje total: 0.13-0.25 mm en punzones nitrados rebaje 0.05-0.18mm
c. Velocidad transversal: 2,540-3,810 mm/min
Después de afilar:
- Rebaje ligeramente las orillas de corte para remover rebabas de desbaste dejando un radio de corte entre 0.03 y 0.05 mm. Esto ayuda a reducir el despostillamiento.
- Desmagnetice el punzón y aplique lubricante para prevenir la corrosión.
Si requiere asesoría en el afilado de sus punzones puede contactarnos a [email protected]