
Doblez
Formado de dobleces en S
Jul
Formado de dobleces en S
Si un fabricante de metal elige el herramental acodado correcto para el trabajo, descubrirá que puede producir muchas geometrías en S diferentes de manera rápida y segura. El taller además no tendrá que comprar herramental separado para todos los diferentes trabajos de especialidad.
Muchos dobleces en S están demasiado cerca entre sí para el herramental de prensa estándar, pero pueden producirse muy fácil solo usando el tipo y el estilo correcto de herramental. Si usted selecciona el adecuado para la aplicación, descubrirá que puede producir muchos tipos y estilos diferentes de dobleces en S de manera precisa y segura.
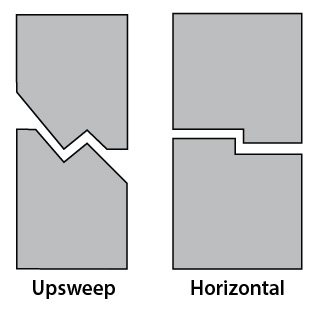
El herramental acodado viene en dos variedades: acodado hacia arriba (o curvado hacia arriba) y horizontal.
La herramienta acodada hacia arriba
El estilo acodado hacia arriba es una herramienta de embutido diseñada para estampar el ángulo, el radio y la dimensión de la S en el material. Como cuando se embute o acuña con herramientas convencionales, el radio de la herramienta acodada es igual al radio del doblez. Una herramienta de 90 grados acodada hacia arriba puede hacer que la parte tome momentáneamente la forma de una Z; es el sobre-doblado que ocurre justo antes de ser forzada a regresar a 90 grados por el proceso de embutido.
Aunque la herramienta acodada hacia arriba no siempre se usa en una operación de embutido. Antes de que la herramienta llegue al fondo, hay muchos ángulos formados por aire disponibles. Por muchos años estas herramientas vinieron sólo en 90 grados, a menos que fueran mandadas a hacer. Sin embargo, con el tiempo los vendedores de herramental empezaron a hacer la transición a requerimientos de formado con aire, y es así que ahora hay herramientas acodadas disponibles con ángulos de dado apropiados para el formado con aire. Las variaciones en el ángulo de la herramienta permiten la recuperación elástica durante el formado.
La herramienta acodada horizontal
La herramienta horizontal no es una herramienta de embutido sino que se usa principalmente para «desplazar» el material un espesor de material. Normalmente el ángulo y el radio no son importantes en dichas operaciones; el principal factor decisivo es la separación entre las caras de la herramienta.
El ángulo máximo de doblez que puede lograrse de manera segura con la herramienta acodada horizontal es aproximadamente 70 grados complementario. Si intenta ángulos más cerrados que éste, la herramienta empezará a actuar como una cizalla, que causará que corte el material en lugar de doblarlo.
Esperemos esta información haya sido de ayuda. Si desea recibir más información no dude en contactarnos en estos enclaces [email protected] o https://censaindustrial.com/